���D����ӹܹ��ŵ��b���c���Ӽ���
(2023/4/21 0:03:00)
��ӹܹ��ŵ��b���c���Ӽ��ɽ�B
һ�����ﺸ�ӷ�ʽ
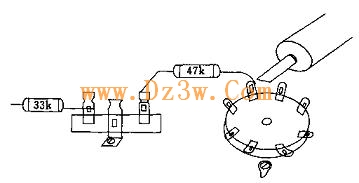
��(gu��)��(n��i)���S����������ӹ����ʷŴ����^(gu��)ȥ�ͬF(xi��n)�ھ����ô���ʽ�b�亸�ӷ�ʽ����?y��n)飬����ʽ�ӷ��ă?y��u)�c(di��n)�Dz������߽ݏ���ʹ�߾�������_(d��)���������������⣬��ӹܹ��ŵ�Ԫ����(sh��)�����࣬�w�e�^����Ԫ�����_�����ɴ�ӣ��p�����^(gu��)����������(l��i)�ıײ���ֻҪ���ֺ��������յ��^�õ�Ч�����D8—1�����ʽ�ӷ�ʾ��D��
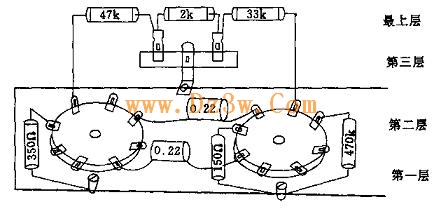
����ʽ�ӷ�һ�㌢���řC(j��)��(n��i)�ĸ��NԪ�����֞�3—4�ӣ����bԪ���IJ��E�����¶��ϡ��ӵؾ��c���z�߾�һ�����ڿ����װ�����ӣ���ؾ��N�o�װ壬��������õĽ��|���ڶ��Ӷ������ӹ�ꎘO�c�ŘO�ӵص�Ԫ������ע��ͬһ����ꎘO�c�ŘO�����P(gu��n)Ԫ���ӵ���þͽ���ͬһ�c(di��n)�ӵأ��������Ǹ��Ŵ�(j��)֮�g�������ݵ�Ԫ�������όӄt���Ը߉��ܿսӷ��B�ӵ����ݵ�Ԫ�����߉�Ԫ�������όӿ�����Ч�ط�ֹ�߉�늈�(ch��ng)��(du��)����(j��)�·��ɵĸɔ_��
�����P(gu��n)��һ�c(di��n)�ӵ�
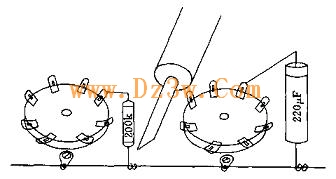
һ�c(di��n)�ӵأ�����ӹܹ����·�IJ�������һ�(xi��ng)ֵ����ҕ�Ĵ�ʩ���D8—2��һ�c(di��n)�ӵ�ʾ��D��
��(du��)��ݔ�뼉(j��)�c늉��Ŵ�(j��)��Ԫ���ӵ؆�(w��n)�}�Ȟ���Ҫ����Ҫ��(sh��)��һ�c(di��n)�ӵص�Ԫ������Ҫ�ЖŘO��衢ꎘO����c��·��ݵȡ���ÃH��Ԫ������ֱ�Ӻ��ӣ��M����ʹ�Ì�(d��o)������t�O�a(ch��n)�������s�ɔ_��
�ŘO����������(qi��ng)����ˌ�(du��)ǰ��(j��)���ĺ�С�ĖŘO��裬���w�eԽСԽ�ã��ɲ���0.25-0.5w��С�w�e�����ˡ������һ�ˑ�(y��ng)ֱ�Ӻ����ڹ����ϣ���һ��ֱ��ͨ�ء������Ԫ���ߴ��λ���P(gu��n)ϵ���y������ͬһ�c(di��n)�ӵؕr(sh��)����ɾͽ�����ͬһ���ֵĵؾ��ϡ��D8—3����˽ӵ�ʾ��D��
һ�����ﺸ�ӷ�ʽ
��(gu��)��(n��i)���S����������ӹ����ʷŴ����^(gu��)ȥ�ͬF(xi��n)�ھ����ô���ʽ�b�亸�ӷ�ʽ����?y��n)飬����ʽ�ӷ��ă?y��u)�c(di��n)�Dz������߽ݏ���ʹ�߾�������_(d��)���������������⣬��ӹܹ��ŵ�Ԫ����(sh��)�����࣬�w�e�^����Ԫ�����_�����ɴ�ӣ��p�����^(gu��)����������(l��i)�ıײ���ֻҪ���ֺ��������յ��^�õ�Ч�����D8—1�����ʽ�ӷ�ʾ��D��
����ʽ�ӷ�һ�㌢���řC(j��)��(n��i)�ĸ��NԪ�����֞�3—4�ӣ����bԪ���IJ��E�����¶��ϡ��ӵؾ��c���z�߾�һ�����ڿ����װ�����ӣ���ؾ��N�o�װ壬��������õĽ��|���ڶ��Ӷ������ӹ�ꎘO�c�ŘO�ӵص�Ԫ������ע��ͬһ����ꎘO�c�ŘO�����P(gu��n)Ԫ���ӵ���þͽ���ͬһ�c(di��n)�ӵأ��������Ǹ��Ŵ�(j��)֮�g�������ݵ�Ԫ�������όӄt���Ը߉��ܿսӷ��B�ӵ����ݵ�Ԫ�����߉�Ԫ�������όӿ�����Ч�ط�ֹ�߉�늈�(ch��ng)��(du��)����(j��)�·��ɵĸɔ_��
�����P(gu��n)��һ�c(di��n)�ӵ�
һ�c(di��n)�ӵأ�����ӹܹ����·�IJ�������һ�(xi��ng)ֵ����ҕ�Ĵ�ʩ���D8—2��һ�c(di��n)�ӵ�ʾ��D��
��(du��)��ݔ�뼉(j��)�c늉��Ŵ�(j��)��Ԫ���ӵ؆�(w��n)�}�Ȟ���Ҫ����Ҫ��(sh��)��һ�c(di��n)�ӵص�Ԫ������Ҫ�ЖŘO��衢ꎘO����c��·��ݵȡ���ÃH��Ԫ������ֱ�Ӻ��ӣ��M����ʹ�Ì�(d��o)������t�O�a(ch��n)�������s�ɔ_��
�ŘO����������(qi��ng)����ˌ�(du��)ǰ��(j��)���ĺ�С�ĖŘO��裬���w�eԽСԽ�ã��ɲ���0.25-0.5w��С�w�e�����ˡ������һ�ˑ�(y��ng)ֱ�Ӻ����ڹ����ϣ���һ��ֱ��ͨ�ء������Ԫ���ߴ��λ���P(gu��n)ϵ���y������ͬһ�c(di��n)�ӵؕr(sh��)����ɾͽ�����ͬһ���ֵĵؾ��ϡ��D8—3����˽ӵ�ʾ��D��
��������Ҫ�I(l��ng)
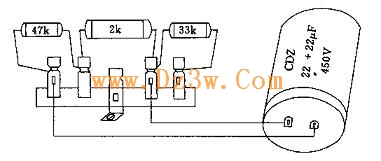
������ӹܹ��ŵ��㲿���ߴ��^���ҽӵؾ����c���ٵװ�ֱ����ͨ�����ӕr(sh��)��ɢ�����^��(qi��ng)�������ں��ӕr(sh��)��횲���50W���ҵă�(n��i)��ʽ����F���ܱ��C���a�ij���ۻ�����һ���Á�(l��i)�������w��Ԫ����25W��������F�����������a(ch��n)���ٺ���Ó���ȬF(xi��n)��
���ӕr(sh��)��ʹ�õ�����������(y��ng)ԓ���������һ��(j��)�����Ժ���������ʹ����������������?y��n)����Ժ��������и��g���ã����ҕ�(hu��)�����·©늬F(xi��n)��
��(du��)һ��Ԫ���ĺ��ӣ�������F�cԪ���g��ñ���45�����ҵăAб�ǣ��@�ӽ��|���^�������������Ρ��亸�ӕr(sh��)�gһ�㑪(y��ng)����1—2����ˣ��r(sh��)�g�^(gu��)�L(zh��ng)���דp��Ԫ�����ӵؾ��ĺ��ӕr(sh��)�g���m��(d��ng)���L(zh��ng)һЩ��
Ԫ������֧��ǰ��(y��ng)�Ȍ�Ԫ��������֧���@�Σ����M(j��n)�׃�(n��i)���Σ�Ȼ�����M(j��n)�к��ӡ���(du��)��Ԫ�����ں���ǰ��회����_������������ɰƤ���壬��僺ú��a���ٺ��ӡ��D8—4�ǹ����c֧�ܺ���ʾ��D��
Ԫ���c�ؾ��M(j��n)�к��ӕr(sh��)��Ҳ��회�ͨ�ض��c�ؾ����@�Σ������c��Ƭ���Σ�Ȼ���ٺ��ӡ����ӕr(sh��)�����F���|���c(di��n)�r(sh��)�gҪ���L(zh��ng)Щ���Դ_�����Ρ���(du��)��Ҫ�M(j��n)���{(di��o)����Ԫ�������ɕ��r(sh��)���ô�����{(di��o)ԇ�ꮅ�����@ס���Ρ��D8—5������c�ؾ�����ʾ��D��
��(du��)�ܿ�Ԫ���ĺ��ӣ��ɲ�����ӻ�����Q�AסԪ�����������������(d��o)�Cʹ��ָ�����ӕr(sh��)���Ȍ����a�z��(du��)��(zh��n)Ҫ�����֣���������F߅��߅�����@�Ӻ����|(zh��)����ѡ��D8—6�Ǽܿ�Ԫ���ĺ���ʾ��D��
���a�z��Ʒ�|(zh��)��(du��)�����|(zh��)��Ҳ�кܴ��P(gu��n)ϵ��һ����a�K�ͺ��a�l��ò��ã�������1—3mm������о�ĸ��Ⱥ��a�z���ˣ�Ʒ��đ�C(j��)�����õĞ麬�y2���ĺ��a�z��
ֱ���߉����ֵķ։���衢�������ȣ�ʹ�Õr(sh��)�l(f��)�����^����˱�횲��üܿսӷ�������Ԫ�����������όӣ������ڟ�����ɢ�l(f��)��ͬ�r(sh��)��߀��(y��ng)ע���и߉����ͨ�^(gu��)�Č�(d��o)�������c�����ŘO�B��������ƽ�У����ʹ�ò�ͬ�ɫ�ĽӾ�����ʾ�^(q��)�e�����Ҍ�(d��o)���ľ��xҲ�����^(gu��)�L(zh��ng)��
�߉�ȥ����輰��ݱ�횿������O��躸�ӣ���늽���ݵ�ͨ�ض��c�Դ׃�����߉��ӵض�������^�h(yu��n)�r(sh��)��߀��(y��ng)�ӽӃ�(y��u)�|(zh��)ͨ�ؾ����Է�ֹ�V���������(n��i)�Ľ����ɷ�Ӱ�ǰ��(j��)��늉��Ŵ�ܡ��D8—7�Ǹ߉�Ԫ���ܿսӷ�ʾ��D��
֧���c�����g���^(gu��)��ӷ�����Ҫ��Q����^�L(zh��ng)�����OԪ������ϡ��λ���^���Ԫ������Ҫ������ͬһ��(g��)֧���ϣ�����a(ch��n)������Ҫ�ĸɔ_���D8—8��֧���c�����g�ܿսӷ�ʾ��D��
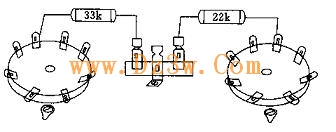
����(j��)��ӹܵ����O�c�ż�(j��)Ԫ���M����ʹ֮�h(yu��n)�x����һ��(j��)���O��·��Ԫ�����в����cǰһ��(j��)�ŘOԪ�������ƽ�С�
���Ź����O��ŘO��·Ҫ���ӵ���裬��(y��ng)ֱ�Ӻ�������ӹ��������O��ŘO�Ӿ�Ƭ�ϣ�����ӹ����ϟo(w��)���_�ܿգ�����������x��(n��i)ʹ��С֧�ܣ����������^�L(zh��ng)��(d��o)�����B�ӡ��D8—9������Լܿսӷ�ʾ��D��
���Ź����O�c���ŘO��·�ĽӾ�һ�㲻��֧�ܣ�ֱ���ɟ����Ͻӳ���������̵ľ��x���^(gu��)�װ��cݔ��׃����һ��(c��)���B�ӣ��в�����֧���@�����С��@�Ӳ����p�������ҕ�(hu��)Ӱ�ǰ��(j��)�Ŵ�����
�g�[��(539)| �u(p��ng)Փ(
0
)
![IC�]ُ(g��u)�W(w��ng)���Ԫ��Ʒ�|(zh��)����](/static/img/950.jpg)