���D��܇���ͺϹ̶�ѭ�hָ���B
(2023/6/6 18:00:00)
܇���ͺϹ̶�ѭ�hָ���B
܇���ͺϹ̶�ѭ�hָ���B
һ���⏽��܇ѭ�h��G71��
�⏽��܇ѭ�h��G70��
ָ���ʽ��
G71U����d��R��e����
G71P��ns��Q��nf��U����u��W����w��F��f��S��s��T��t����
G70P��ns��Q��nf����
N��ns��……�������̖N��ns����N��nf���ij����֮�gָ���ļӹ�·����
…
N��nf��……��
����
��d—ÿ�ΰ돽����ijԵ���,�돽ֵ��
e — ÿ������ѭ�h���˵������돽ֵ�� ns — ָ��·���ĵ�һ���������̖��
nf — ָ��·�������һ���������̖��
��u — X�S����ľ�܇������
��w — Z�S����ľ�܇������
�����e������֪��܇�����2mm���˵�����1mm����܇������X�S�����0.6 mm��ֱ��ֵ����Z�S�����0.3mm
N010 G50 X250.0 Z160.0�� �O�ù�������ϵ��
N020 T0100�� �Q�����o�L�Ⱥ�ĥ�p�a����
N030 G96 S55 M04�� ���S���D���㾀�ٶȣ�55m/min�����ƣ�
N040 G00 X45.0 Z5.0 T0101�� �����c���M��ѭ�h���cA����1̖�����a����
N050 G71 U2 R1�� ��A��܇ѭ�h����܇����2mm���˵���1mm��
N060 G71 P070 Q110 U0.6 W0.3 F0.2����܇·����N070��N110��
N070 G00 X22.0 F0.1 S58�� �O�����MA→A′,��܇�M�o��0.1 mm/r���㾀�ٶȿ��ƣ� N080 G01 W-17�� ܇φ22��A
N090 G02 X38.0 W-8.0 R8��܇R8�A��
N100 G01 W-10.0��܇φ38��A
N110 X44.0 W-10.0��܇�F�棻
N120 G70 P070 Q110��
��܇ѭ�h�_ʼ�Y���ص�A�c��
N130 G28 U30.0 W30.0��
�����g�c��75��35�����ص������c��
N140 M30������Y����
���������܇ѭ�h��G72��
G72W����d��R��e����
G72P��ns��Q��nf��U����u��W����w��F��f��S��s��T��t����
N��ns��……����N��ns����N��nf���ij�����g��ָ���ּӹ�·����
…
N��nf��……��
����
��d — ÿ��Z����ijԵ�����
e — ÿ������ѭ�h���˵�����
ns — ָ�����ӹ�·���ĵ�һ���������̖��
nf — ָ�����ӹ�·�������һ���������̖��
��u — X�S����ľ�܇������ֱ��/�돽ָ������
��w — Z�S����ľ�܇������
�����e������֪��܇�����2mm��������X�S�����0.5 mm��Z�S�����2mm��
N101T0100���ԄӓQ��������1̖���ߣ��o�L�Ⱥ�ĥ�p�a����
N102G97S220M08��ȡ�����S�㾀�ٶȿ��ƣ��_��sҺ��
N103G00X176.0Z2.0M03�������c���M��ѭ�h���cA�����S���D��
N104G96S120���㾀�ٶȣ�120 m/min�����ƣ�
N105G72W2.0�������܇ѭ�h��Z������2mm���˵����Ʌ���ָ����N106G72P107Q100U2.0W0.5F0.3����܇·����N107��N100��
N107G00Z-100.0F0.15S150��
N108 G01 X150
��܇�M�o��0.15 mm/r���㾀�ٶȿ��ƣ�150m/min����
N109G01X120.0Z-60.0��
�Ƅӵ�φ120��Z-60 mm��
N100 Z-35.0�� ܇φ120����A��
N101X80.0W35.0��܇�F�档
N110G70P107Q100����܇ѭ�h��
N111G00G97X200.0Z142.0��
���ص��Q���c��
N114M30������Y����
�������]����ѭ�h
��һ�N�ͺϹ̶�ѭ�h�����m�ڌ��T���ë�������������݆���Ć��{�Ԅt�]��Ҫ��
���̸�ʽ G73 U(i) W(k) R(d)
G73 P(ns) Q(nf) U(��u) W(��w) F(f) S(s) T(t)
ʽ�У�i--X�S���˵�����
k--Z�S���˵������돽ֵ����
d--�؏ͼӹ��Δ���
ns--���ӹ�݆����������_ʼ����εĶ�̖��
nf--���ӹ�݆��������нY������εĶ�̖��
��u--X�S�ӹ�������
��w--Z�S�ӹ�������
f��s��t--F��S��T���a��
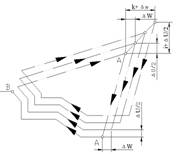
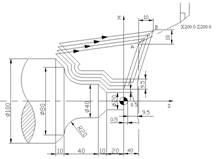
�������D��ʾ�ߴ美�����]����ѭ�h�ӹ�����
N01 G50 X200 Z200 T0101
N20 M03 S2000
N30 G00 X140 Z40 M08
N40 G96 S150
N50 G73 U9.5 W9.5 R3
N60 G73 P70 Q130 U1 W0.5 F0.3
N70 G00 X20 Z0 //ns
N80 G01 Z-20 F0.15
N90 X40 Z-30
N100 Z-50
N110 G02 X80 Z-70 R20
N120 G01 X100 Z-80
N130 X105 //nf
N140 G00 G97 X200 Z200
N145 M05
N150 M30
܇���ͺϹ̶�ѭ�hָ���B
һ���⏽��܇ѭ�h��G71��
�⏽��܇ѭ�h��G70��
ָ���ʽ��
G71U����d��R��e����
G71P��ns��Q��nf��U����u��W����w��F��f��S��s��T��t����
G70P��ns��Q��nf����
N��ns��……�������̖N��ns����N��nf���ij����֮�gָ���ļӹ�·����
…
N��nf��……��
����
��d—ÿ�ΰ돽����ijԵ���,�돽ֵ��
e — ÿ������ѭ�h���˵������돽ֵ�� ns — ָ��·���ĵ�һ���������̖��
nf — ָ��·�������һ���������̖��
��u — X�S����ľ�܇������
��w — Z�S����ľ�܇������
�����e������֪��܇�����2mm���˵�����1mm����܇������X�S�����0.6 mm��ֱ��ֵ����Z�S�����0.3mm
N010 G50 X250.0 Z160.0�� �O�ù�������ϵ��
N020 T0100�� �Q�����o�L�Ⱥ�ĥ�p�a����
N030 G96 S55 M04�� ���S���D���㾀�ٶȣ�55m/min�����ƣ�
N040 G00 X45.0 Z5.0 T0101�� �����c���M��ѭ�h���cA����1̖�����a����
N050 G71 U2 R1�� ��A��܇ѭ�h����܇����2mm���˵���1mm��
N060 G71 P070 Q110 U0.6 W0.3 F0.2����܇·����N070��N110��
N070 G00 X22.0 F0.1 S58�� �O�����MA→A′,��܇�M�o��0.1 mm/r���㾀�ٶȿ��ƣ� N080 G01 W-17�� ܇φ22��A
N090 G02 X38.0 W-8.0 R8��܇R8�A��
N100 G01 W-10.0��܇φ38��A
N110 X44.0 W-10.0��܇�F�棻
N120 G70 P070 Q110��
��܇ѭ�h�_ʼ�Y���ص�A�c��
N130 G28 U30.0 W30.0��
�����g�c��75��35�����ص������c��
N140 M30������Y����
���������܇ѭ�h��G72��
G72W����d��R��e����
G72P��ns��Q��nf��U����u��W����w��F��f��S��s��T��t����
N��ns��……����N��ns����N��nf���ij�����g��ָ���ּӹ�·����
…
N��nf��……��
����
��d — ÿ��Z����ijԵ�����
e — ÿ������ѭ�h���˵�����
ns — ָ�����ӹ�·���ĵ�һ���������̖��
nf — ָ�����ӹ�·�������һ���������̖��
��u — X�S����ľ�܇������ֱ��/�돽ָ������
��w — Z�S����ľ�܇������
�����e������֪��܇�����2mm��������X�S�����0.5 mm��Z�S�����2mm��
N101T0100���ԄӓQ��������1̖���ߣ��o�L�Ⱥ�ĥ�p�a����
N102G97S220M08��ȡ�����S�㾀�ٶȿ��ƣ��_��sҺ��
N103G00X176.0Z2.0M03�������c���M��ѭ�h���cA�����S���D��
N104G96S120���㾀�ٶȣ�120 m/min�����ƣ�
N105G72W2.0�������܇ѭ�h��Z������2mm���˵����Ʌ���ָ����N106G72P107Q100U2.0W0.5F0.3����܇·����N107��N100��
N107G00Z-100.0F0.15S150��
N108 G01 X150
��܇�M�o��0.15 mm/r���㾀�ٶȿ��ƣ�150m/min����
N109G01X120.0Z-60.0��
�Ƅӵ�φ120��Z-60 mm��
N100 Z-35.0�� ܇φ120����A��
N101X80.0W35.0��܇�F�档
N110G70P107Q100����܇ѭ�h��
N111G00G97X200.0Z142.0��
���ص��Q���c��
N114M30������Y����
�������]����ѭ�h
��һ�N�ͺϹ̶�ѭ�h�����m�ڌ��T���ë�������������݆���Ć��{�Ԅt�]��Ҫ��
���̸�ʽ G73 U(i) W(k) R(d)
G73 P(ns) Q(nf) U(��u) W(��w) F(f) S(s) T(t)
ʽ�У�i--X�S���˵�����
k--Z�S���˵������돽ֵ����
d--�؏ͼӹ��Δ���
ns--���ӹ�݆����������_ʼ����εĶ�̖��
nf--���ӹ�݆��������нY������εĶ�̖��
��u--X�S�ӹ�������
��w--Z�S�ӹ�������
f��s��t--F��S��T���a��
�������D��ʾ�ߴ美�����]����ѭ�h�ӹ�����
N01 G50 X200 Z200 T0101
N20 M03 S2000
N30 G00 X140 Z40 M08
N40 G96 S150
N50 G73 U9.5 W9.5 R3
N60 G73 P70 Q130 U1 W0.5 F0.3
N70 G00 X20 Z0 //ns
N80 G01 Z-20 F0.15
N90 X40 Z-30
N100 Z-50
N110 G02 X80 Z-70 R20
N120 G01 X100 Z-80
N130 X105 //nf
N140 G00 G97 X200 Z200
N145 M05
N150 M30
�g�[��(128)| �uՓ(
0
)
- ��һƪ�� ���D�������ŷ�ϵ�y�M�ɼ�ԭ����B
![IC�]ُ�W���Ԫ��Ʒ�|����](/static/img/950.jpg)